
Most of us, particularly those of us who tend to be vibration focused, think of rolling element bearing failures from the perspective of the internal rotating components and the surfaces they roll on. Our attention is generally focused on things like inner and outer race defect frequencies, ball or roller spin defect frequencies, and cage train defect frequencies.
Generally speaking, rolling element bearings are designed to constrain a shaft in space, holding it in a fixed position within a machine, while allowing it to rotate freely. Looking for the aforementioned frequencies in vibration spectra is very critical, especially when it comes to guesstimating remaining useful life. What many often forget is that given the fact that a train cage is often the softest material and therefore the weakest part of a rolling element bearing, it is one of the most critical components within the bearing because it keeps the rolling elements themselves properly distributed around the internal circumferences of the bearing surfaces. A train cage failure typically results in significantly more damage than the other internal damages because once the rolling elements are free to move around on their own, the shaft is no longer constrained and is free to flop around. This typically results in the worst possible damage to a machine, especially pumps as this newfound freedom often results in the impeller crashing into the inside of the pump bowl doing all sorts of damage and risking getting metal chips (contamination) into the process fluid that the pump is moving.
But not all bearing-related problems are related to the rotating elements as the following example will show. Improper bearing installation, either at the machine’s factory, a refurbishment shop or in situ in the field, is a major culprit in machine degradation and failure. Most of these kinds of problems do not manifest themselves in vibration as the classic bearing defect frequencies. Rather, this type of problem shows itself to us at the shaft running speed and harmonics that appear suddenly and grow significantly over time.
Figure 1 shows the arrangement of a belt-driven fan, equipped with wireless vibration sensors on each of the four bearings. The data is collected and stored in the database every 12 hours and an experienced ATS machinery condition analyst looks at every sensor on every machine that we monitor remotely for our Clients every workday.
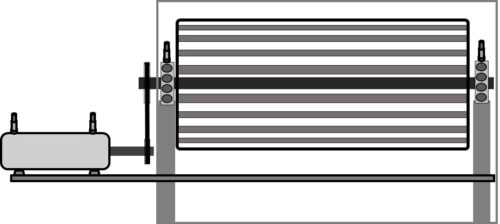
Figure 1 – The Fan
Figure 2 shows the overall synopsis (overall velocity trend) as observed on the motor.
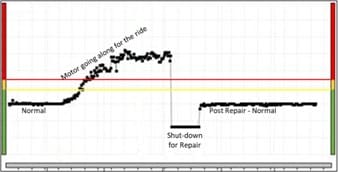
Figure 2 – Overall Synopsis of the Event and the Result
Figure 3 shows the step change in the acceleration trend on the fan inboard bearing at the beginning of the event along with the associated spectrum. The associated spectrum clearly shows the fan’s running speed and several of its harmonics.

Figure 3 – Overall Acceleration Trend and Spectrum at the Beginning of the Event
The Client was immediately notified of the situation and told the following:
- The vibration signature indicated a significant mechanical looseness related to the fan bearing(s)
- Check for loose fan bearing set screw(s)
- Check for excessive fan bearing clearances
- Check for misaligned fan bearing(s)
- Inspect belts and sheaves
- Inspect the fan wheel for unbalance
The Client performed the recommended inspections and checks and planned to do the corrective action during an upcoming outage that was scheduled for approximately 50 days later. ATS continued to monitor this fan closely and noted that the running speed and harmonic vibration amplitudes continued to increase slowly the data pointed more toward bearing looseness and misalignment resulting in shaft damage underneath them, rather than imbalance.
With the job properly planned and resources obtained and scheduled, the fan was shut down and the unit was completely overhauled, which included:
- New fan shaft
- New fan bearings
- New fan shaft sheave
- New fan belt (always a good practice)
- The fan wheel was cleaned and balanced
- A new motor was installed over concerns that the abuse it had suffered while continuing to run with excessive vibration induced by the fan had likely caused a reduction in its service life
Improper bearing installation is often the root cause of damage. One study of failed bearings returned to the manufacturer for failure analysis, showed that close to 35% of the evaluated bearings were determined to have failed due to improper installation that resulted in misalignment, excessive localized loads, and poor shaft and housing fits. Other culprits include cracked sleeves and locking rings and loose or missing set screws. These faulty installations not only put the bearings themselves at risk but also damage the shaft to the point where once the problem is discovered, a new shaft or major dress-up work is required before the machine can be put back into service. These problems manifest themselves at the fan running speed with a significant number of harmonics, whose amplitudes will continue to increase until either repair is made or the machine tears itself apart, and are most often present in spite of the notable absence of the “classic” rolling element and raceway defect frequencies.





0 Comments